



 扫一扫
扫一扫




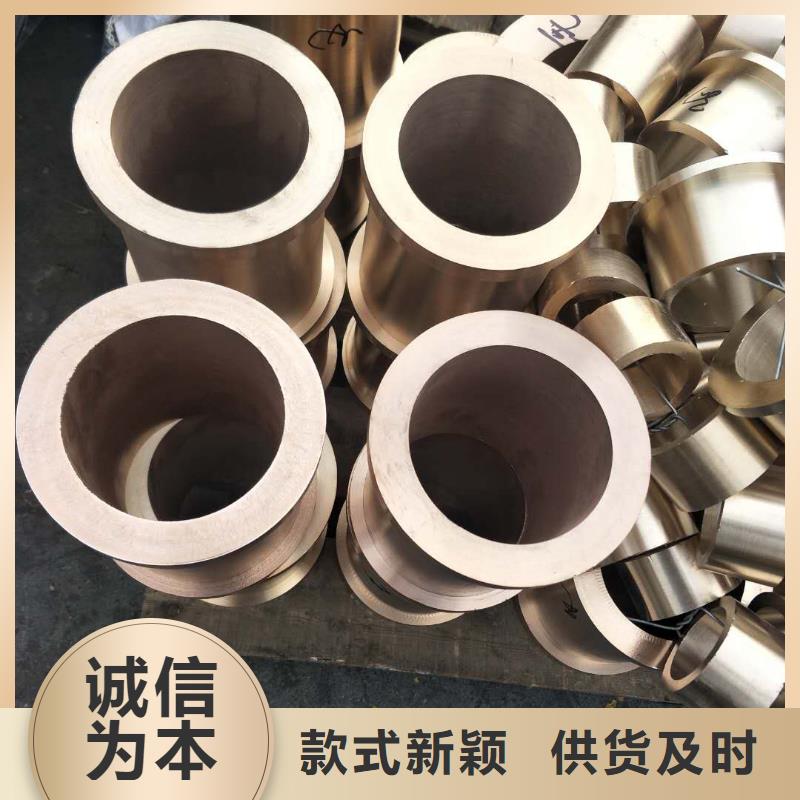
铜排厂常年经营T2紫铜排、紫铜排、紫铜棒 镀锡紫铜排、铜母排、接地紫铜排,紫铜板 接地铜带 铜棒 铜绞线 镀锡铜绞线 等铜产品,可提供加工(紫铜排定尺、打孔、镀锡)可按客户要求定做、来图加工、来样加工等后期加工。质量均可达到国标以上,材质齐全,欢迎来电咨询! 铜排厂常年生产长期备有充足库存资源,立足全国市场,服务对象遍及全国各地。本着诚实守的原则,一直深受国内外厂商的赖和支持。您的一个是我们友谊的开端。靠质量赢得市场,靠价格占领市场,但不靠价格来牺牲质量!产品不合格,客户不满意无条件退货!欢迎广大客户前来咨询,订购,取样,壁厚均匀,质量可靠,性能优越。质量完全达到或超过黄铜管,产品适用于换热气、低、中压锅炉、市政输送管道(蒸汽取暖、燃气输送等)以及化工、变电站 电厂、化肥、油田等领域。产品畅销全国并出口。
铜排在电路中起输送电流和连接电气设备的作用。铜排又称铜母排或铜汇流排,是由铜材质制作的,截面为矩形或倒角(圆角)矩形的长导体(现在一般都用圆角铜排,以免产生 放电),在电路中起输送电流和连接电气设备的作用。 铜排在电气设备,特别是成套配电装置中得到了广泛的应用;
专业销售:紫铜排,T2紫铜排,镀锡紫铜排,黄铜棒、铜棒、铜带、铜板、铜管、H90、H70、H68、H65、H62、HP59-1铜棒、CuFe96-3铜铁
合金棒HM58-2锰黄铜棒QSi3-1硅青铜棒QA19-5-1-1铝青铜棒等主营C5191R、C5210R磷铜带,C2680R (H65)、C2800R(H62)黄铜带、铝黄
铜管、青铜带,C17200铍铜带,C1100紫铜带、红铜带,H62黄铜板,C1100紫铜板,紫铜管,T3铜板。
一、分类 :展伸材料分非热处理合金及热处理合金
1.1 非热处理合金:纯铝─1000系,铝锰系合金─3000系,铝矽系合金 ─4000系,
铝镁系合金─5000系。
1.2 热处理合金:铝铜镁系 合金─2000系,铝镁矽系合金─6000系,铝锌镁系合
金─ 7000系。
二、合金编号 : 我国现在通用的是美 国铝业协会〈Aluminium Association〉的编号。兹举
例说 明如下: 1070-H14(纯铝)
2017-T4(热处理合 金)
3004-H32(非热处理合金 )
2.1 榜首位数:表明首要添加合金元素。
1:纯铝
2:首要添加合金元素为铜
3:首要添加合金元 素为锰或锰与镁
4:首要添加合金元素为矽
5:首要添加合金元素为镁
6:首要添加合金元素为矽与 镁
7:首要添加合金元素为锌与镁
8: 不属于上列合金系的新合金
2.2第二位剩表明 原合金中首要添加合金元素含量或杂质成分含量经修正的合金
0:表原合金
1:表原合金经榜首次修正
2:表原合金经第2次修正
2.3第三及四位数:
纯铝:表明原合金
合金:表明单个合金的代号
"-″:后边的Hn或Tn表明加工硬化的状况或热处理状况的链度符号
-Hn :表明非热处理合金的链度符号
-Tn :表明热处理合金的 链度符号
铝及铝合金的热处 理
一、链度 符号 : 若添加合金元素尚缺乏于完全符合要 求,尚须藉冷加工、淬水、时效
处理及软烧等处理,以获取所需求的 强度及功能。这些处理的进程称
之为调质,调质的成果便 是链度。
链度符号 定 义
F 制作状况的链度
无特定链度下制作的制品,如揉捏、热轧、 铸造品等。
H112 未故意操控加工硬化程度的制作状况制品,但须确保机械性质。
O 软烧链度
完全再结晶并且最软状况。如系热处理合金,
则须从软烧温度缓慢冷却,
完全防止淬水效果。
H 加工硬化的链度
H1n:施以冷加工而加工硬化者
H2n:经加工硬化后再施以适度的软烧处理
H3n:经加工硬 化后再施以安靖化处理
n以1~9的数字表明加工硬化的程度
n=2 表明1/4硬质
n=4 表明1/2硬质
n=6 表明 3/4硬质
n=8 表明硬质
n=9 表明超硬质
T T1:高温加工冷却后天然时效。
挤型 从热加工后急速冷却,再常常温十效硬化处理。亦可施
以不影响强度的矫 正加工,这种调质适合于热加工后冷却便
有淬水效果的合金如:6063。
T3:溶体化处理后经冷加工的意图在进步强度、平整度及尺度精
度。
T36:T3经6%冷加工者。
T361:冷加工度较T3大者 。
T4:溶体化处理后经天然时效处理。
T5:热加工后急冷 再施以人工时效处理。
人工时效处理的意图在进步材料的机械性质及尺度 的安靖性
适用于热加工冷却便有淬水效果的合金如:6063。
T6: 溶体化处理后施以人工时效处理。
此为热处理合金代表性的热处理, 无须施以冷加工便能取得
优胜的强度。于溶体化处理后为进步尺度精度或 纠正而施以
冷加工,如不确保更高的强度时,亦可当作是T6链度。
T61:溶体化处理后施以温水淬水再经人工时效处理,温水淬水的
意图在防止发作变形。
T7:溶体化处理后施以安靖化处理(亦及 人工时效处理的温度或时
间较T6处理高或长)。
其意图在改进 耐硬力腐蚀裂及防止淬水时发作变形。
T7352:溶体化处理后除掉剩余 应力再施以过时效处理(亦及人工
时效处理的温度或时刻较T6处理高或长) 。
意图在改进耐硬力腐蚀裂。于溶体化处理后施以1~5% 变
形的紧缩加工,以消除剩余应力。
T8:溶体化处理后施以冷加工再施 以人工时效处理,冷加工时断
面削减率为3%及6% 各为T83 及T86。
T9:溶体化处理后人工时效处理,终究施以冷加工,终究冷加工
的意图在添加强度。
二、软烧处 理:
2.1意图:
展伸用材料包含压延用材料, 揉捏用材料及铸造用材料,一般其制作程序为:
铸造→热加工→冷加工→材料制品
在热加工或冷加工的进程中,材料发作加工硬化的状况,使强 度变大或导致加工
硬化的状况,使强度变大或导致加工性减低。为消除这些加 工硬化,于冷加工前,
中或后所施的热处理即为软烧处理,其意图在使材料具 有运用上所需求的程度。
2.2分类:
因为软烧条件的不同而分:
2.2.1部分软烧:仅消除部份加工硬化,处理温度在再 结晶温度以下,
实践温度则视强度而定,强度愈高 则处理温度较低。
2.2.2完全软烧:处理温度在材料的再结晶温度 或稍高使材料发作再结晶而完
全消除加工硬化,亦使强度到达 的状况。
软烧处里就机遇而分:
2.2.3中间软烧:再冷加工开端之前或冷加工进程中, 所加的软烧处理,
一般为完全软烧,其意图在康复其加工性,使接下去的加功 能较顺畅,
及操控其安排状况,俾能适合于终究制品的要求。
2.2.4终究软烧:首要意图再调整制品终究的强度水准亦即调整链 度。
加工知识

技术支持:榆林企业旺旺